cnc lathe machine programming examples pdf To machine any of the parts of these example, use the feedrates and speeds recommended by the tool manufacturer. The tool number will also be different depending on the machine. . Yes, multiple circuits may exist in a junction box. Durango, CO, 10 h 20 min from the winged horses. Can a dual (or larger) gang box have two different circuits feed it? Not necessarily a MWBC, just two different circuits.
0 · sample cnc program for turning
1 · cnc turning program examples PDF
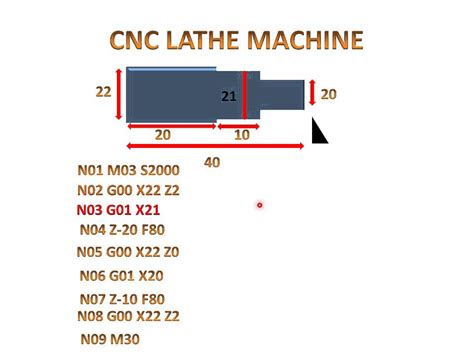
2 · cnc programming examples with drawing
3 · cnc programming examples PDF
4 · cnc lathe sample program
5 · cnc lathe programming manual
6 · cnc lathe programming for beginners
7 · cnc lathe programming PDF
A junction box, also known as an electrical junction box or junction can, is an enclosure that connects and splits electrical wires and cables. Junction boxes permit access to wiring for maintenance, inspection, and installation.
sample cnc program for turning
To machine any of the parts of these example, use the feedrates and speeds recommended by the tool manufacturer. The tool number will also be different depending on the machine. .This workbook provides basic programming principles necessary to begin programming the HAAS C.N.C. Lathe. In a “CNC” (Computerized Numerical Control) machine, the tool is controlled by .Only authorized and trained individuals may operate CNC equipment. Code examples shown are for illustration purposes only, and are not meant for operation or programming actual equipment.
Machine Types Lathe The engine lathe, one of the most productive machine tools, has always been an efficient means of producing round parts (Fig. 4). Most lathes are programmed on two .
cnc turning program examples PDF
cnc programming examples with drawing
Welcome to Productivity, Inc., your local Haas Factory Outlet (H.F.O.) for the Haas Lathe Programming Class. This class is intended to give a basic understanding of the set-up and .This file is the Adobe Acrobat version of Denford G and M Programming for CNC Lathes. File Optimisation: On-screen display and printing. Graphics: resampled to 600 dpi.This manual provides basic programming principles necessary to begin program-ming the HAAS C.N.C. Milling Machine. In a fiCNCfl (Computerized Numerical Control) machine, the tool is .
This programming workbook provides basic principles necessary to program the Haas lathe. It is not intended as an in-depth study of all ranges of the machine use.
To machine any of the parts of these example, use the feedrates and speeds recommended by the tool manufacturer. The tool number will also be different depending on the machine. Programming with this type of coordinates implies the use of a "part zero" as a coordinate origin.This workbook provides basic programming principles necessary to begin programming the HAAS C.N.C. Lathe. In a “CNC” (Computerized Numerical Control) machine, the tool is controlled by a computer and is programmed with a machine code system that enables it to be operated with minimal supervision and with a great deal of repeatability.Only authorized and trained individuals may operate CNC equipment. Code examples shown are for illustration purposes only, and are not meant for operation or programming actual equipment.
Machine Types Lathe The engine lathe, one of the most productive machine tools, has always been an efficient means of producing round parts (Fig. 4). Most lathes are programmed on two axes. •The X axis controls the cross motion of the cutting tool. Negative X (X-) moves the tool towards the spindleWelcome to Productivity, Inc., your local Haas Factory Outlet (H.F.O.) for the Haas Lathe Programming Class. This class is intended to give a basic understanding of the set-up and operation of a Haas Turning Center.
metal hinged cover parts boxes
This file is the Adobe Acrobat version of Denford G and M Programming for CNC Lathes. File Optimisation: On-screen display and printing. Graphics: resampled to 600 dpi.
This manual provides basic programming principles necessary to begin program-ming the HAAS C.N.C. Milling Machine. In a fiCNCfl (Computerized Numerical Control) machine, the tool is controlled by a computer and is programmed with a machine code system that enables it to be operated with minimal supervision and with a great deal of repeatability.The document provides information about CNC programming for lathe machines, including Siemens and Fanuc controls. It discusses G-codes and M-codes, work offsets, tool geometry offsets, tool wear offsets, linear and circular interpolation, and provides examples of basic CNC programs for turning operations on lathes.2-1-1 Program Reference Point and Coordinate Values For a CNC lathe, coordinate axes X and Z are set on the machine and their intersecting point is called a “program reference point”. The X axis assumes a spindle center line to be a position of “XO”, and the Z axis assumes a workpiece finish end face on the tail stockThis programming workbook provides basic principles necessary to program the Haas lathe. It is not intended as an in-depth study of all ranges of the machine use.
To machine any of the parts of these example, use the feedrates and speeds recommended by the tool manufacturer. The tool number will also be different depending on the machine. Programming with this type of coordinates implies the use of a "part zero" as a coordinate origin.This workbook provides basic programming principles necessary to begin programming the HAAS C.N.C. Lathe. In a “CNC” (Computerized Numerical Control) machine, the tool is controlled by a computer and is programmed with a machine code system that enables it to be operated with minimal supervision and with a great deal of repeatability.
Only authorized and trained individuals may operate CNC equipment. Code examples shown are for illustration purposes only, and are not meant for operation or programming actual equipment.Machine Types Lathe The engine lathe, one of the most productive machine tools, has always been an efficient means of producing round parts (Fig. 4). Most lathes are programmed on two axes. •The X axis controls the cross motion of the cutting tool. Negative X (X-) moves the tool towards the spindleWelcome to Productivity, Inc., your local Haas Factory Outlet (H.F.O.) for the Haas Lathe Programming Class. This class is intended to give a basic understanding of the set-up and operation of a Haas Turning Center.
This file is the Adobe Acrobat version of Denford G and M Programming for CNC Lathes. File Optimisation: On-screen display and printing. Graphics: resampled to 600 dpi.
This manual provides basic programming principles necessary to begin program-ming the HAAS C.N.C. Milling Machine. In a fiCNCfl (Computerized Numerical Control) machine, the tool is controlled by a computer and is programmed with a machine code system that enables it to be operated with minimal supervision and with a great deal of repeatability.
The document provides information about CNC programming for lathe machines, including Siemens and Fanuc controls. It discusses G-codes and M-codes, work offsets, tool geometry offsets, tool wear offsets, linear and circular interpolation, and provides examples of basic CNC programs for turning operations on lathes.
cnc programming examples PDF
What happens if you hit a green electrical box? Incidents with power lines or other utility equipment break the electrical current’s usual path. If you hit a power pole, pad-mounted transformer (green box) or other electrical equipment, do not get out of the vehicle or cab.You don't have a GEM like the 99-01 trucks do. The programmable functions were moved into the VSM for the '02 models, IIRC. The changes also involved moving all the fuses inside instead of the two fuse boxes the early .
cnc lathe machine programming examples pdf|cnc turning program examples PDF